The aim of commissioning a facility is to effect the safe and orderly handover of the unit from the constructor to the owner, guaranteeing its operability in terms of performance, reliability, safety, and information traceability.
It’s not about a headline capacity which can never be repeated without a set of extreme conditions only used during this process or which can only be achieved by a ‘superman’ with magical powers.
Like everything, successful commissioning is about proper planning and preparation. A successful commissioning should have started even before the plant was designed when an accurate waste composition analysis (wca) was completed.
“Of course, that’s obvious, isn’t it?”
It should be. But please don’t skip over the wca as it tells you what your input stream is – and how it should develop and change over the lifetime of the facility – and therefore what you can expect to recover and sell and what you’ll need to dispose of at a cost.
It allows you to carry out both financial and environmental cost-benefit analyses, develop your investment strategies and plan your logistics and management policies.
It really is critical – and to me, a little personal. I’ve worked on some truly fantastic projects is the past few years and I’ve been proud of my contribution. Most of the men and women I’ve worked with in these projects have been not only highly qualified and experienced, but also committed to building world-class facilities which will serve their communities for decades.
And yet, time and again, I’ve seen MRF’s and MBT’s failing to achieve their potential because the waste that is to be processed is not what the designers have been told to expect. In one instance a huge MBT was built but failed to meet its contractual targets because – as the Courts’ recorded – it wasn’t designed to deal with the waste it was eventually presented with. The result was a long and expensive legal wrangle, tens millions of pounds of compensation being paid, demolition of the plant and a loss of credibility for the client.
There was never any problem with any of the technologies and, I think that the facility could have been repurposed, but the customer had a specific contractual need and that was not met!
Imagine my repeated dismay when, in the last two years, on three occasions I was asked to review wca’s for separate MBT’s to be located in Northwest Africa, the Middle East and Central Asia which turned out to be identical. The analysis presented to me was an English language translation of a wca prepared for a département in the Paris region in 2012. Each set of tender documents contained analyses which not only had the same waste data, but also identically placed spelling and grammatical errors. The wca had been cut from the original document and pasted into at least these three documents and potentially many more. A glance would have told anyone that there was something wrong, rural waste from an agriculturally rich environment cannot be identical to office waste from a modern city centre.
It’s standard due diligence, but all too easy to ignore or overlook; please check all the information provided to you and satisfy yourself that the data you have been presented with is relevant to your project.
If the wca hasn’t been properly checked, the problems become compounded. In another case, the customer needed to process waste at a rate of 33 tons per hour, to recover plastics, metals, paper and organic matter, the goals being to produce compost and RDF and to offset the running costs by selling the recyclable materials to reprocessors.
The wca provided showed the expected proportion of organic matter, plastic bags, etc. The primary shredder had a large cutting size because the client wanted to maximise the availability of recyclable materials. Immediately there is a problem. The waste is residual MSW which has been picked clean of most valuable plastics, cardboard, metals, etc., by street scavengers so what is left is dirty and in relatively low quantities. Too many compromises can be made to please stakeholders that have a less than full appreciation of what is possible – especially if the wca is not as complete and accurate as it could be.
Most of the waste was collected from local dumping sites. The contractors come to the sites, shovel the waste into woven polypropylene or hessian bags and take that to the processing site. To stop dust and litter spreading, the local sites are frequently watered, giving the waste a higher humidity and making its contents slippery.
Once at the site, this waste is deposited and should be pre-screened for easily accessible recyclables and to remove hazards. Many, but not all of the polypropylene bags are taken away to collect more waste, but damaged or excess bags are left in the waste pile.
The wca stated that the fabric content was about 0.5% of the total. Simple observation showed that to be grossly understated.
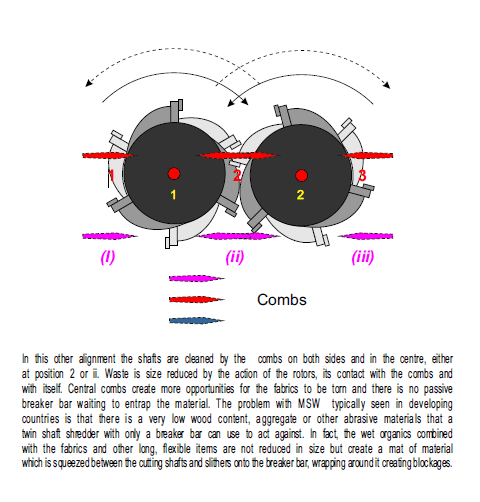
When opening bags and reducing waste volume, the set up of the shredder is critical, the effectiveness of every downstream process is affected by how good the shredder set up is. Every company has its preferences, single-shaft, twin-shaft or multiple shaft machines, are all suitable for this job. However, when using a twin shaft shredder that has no central scraper comb but uses a breaker bar instead, these fabrics are not going to be shredded; they may be torn or twisted but not reduced in size. In this instance, the fabric is pushed through the shredding chamber and then falls onto the breaker bar. The fabric is wet, it is usually contaminated with the organic matter that it has been mixed with in the local dumps and it will be sticky. Not every piece of fabric will stick to or wrap around the breaker bar, but some will. Other material will fall on top followed by more pieces of fabric and that quickly starts to build up. Soon a bridge is created within the shredding chamber preventing any material from passing through. The shafts still rotate, there’s usually a lot of power being delivered, but there is no useful activity. Essentially, the shredder has been turned into a giant food mixer.
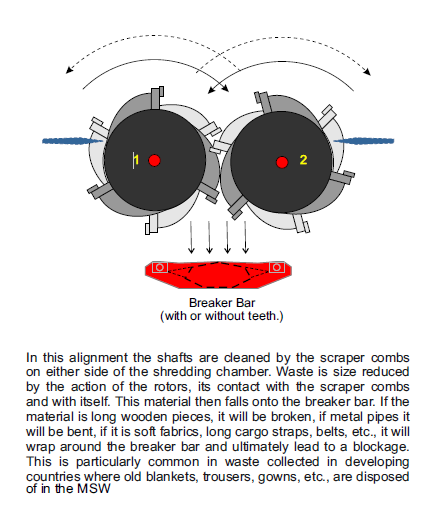
Because fabrics such as trousers, blankets, woven PP bags, belts, shirts, overcoats are all in the waste mix, many will have become tightly wrapped around the breaker bar and sometimes the shafts at the hopper wall or bearing shell. Removing these takes time and is difficult to do by hand. To clean out the machine using even a small amount of power takes a lot of safety management and control to ensure no one gets hurt.
In some cases, the breaker bar has sharpened steel teeth added to help with opening bags, these teeth do work when the shredder first starts operating after cleaning, but again, because of fabrics in the matrix, they quickly become wrapped in materials and in operational terms all they do is increase the surface area of the breaker bar resulting in more blockages.
A quick solution to this problem is to remove the breaker bar (which has no role in the cutting and shredding of the MSW as it is at least 200mm below the shafts, and is designed to break long pieces of wood, plastic, etc. That’s why it’s called a breaker bar.) The consequence of removing this breaker bar has been reported as increasing the volume of heavy discharge at the density separation stage, but that is at present only anecdotal. A better solution would be to have a smaller cutting size and either a central scraper comb in addition to the two side scraper combs or, to have a sizing screen below the shafts. Ultimately that means you aren’t going to get whole PET bottles or metal cans, but the good stuff is gone, anyway…
If the required process rate is, for example, 33 tons per hour, then at commissioning that rate must be exceeded by at least 15%-25% to account for any blockages or delays that can be reasonably expected. That rate needs to be averaged over several days to guarantee that it is a real and repeatable value which can be reasonably expected to continue in operational conditions. It must not be a one-off achievement and certainly not a case of ‘we put 25 tons into the shredder before it blocked. The blockage happened after 45 minutes which means we processed at a rate of 0.55 tons per minute or 33.33 tons per hour.” What about the cleaning time for the blockage? Another 45 minutes? That gives a real (operational) rate of 0.28 tons per minute or 16.8 tons per hour.
Equally, the waste should not have to undergo such extreme pre-processing that the whole operation becomes unviable.
The whole point of commissioning is that it shows that the machinery and processes supplied conform to the contractual requirements and that they can continue so to do without special circumstances, constant resetting of programmes and parameters or one-off, unrepeatable displays by superman.
It is also essential that the operators learn how to use and maintain their new facility according to the manufacturers’ instructions and the training provided.
A properly developed maintenance schedule which gives a shift-by-shift explanation of what needs to be done and when, removes all questions about ‘what do I need to do, do I have the time, what’s needed?’ It’s all there: on-a-plate! Carrying out proper maintenance is essential: the effective operation of a plant is down to maintenance, not magic! Learning to follow these maintenance schedules is easy and the whole thing is broken down by machine and operational hours. This gives the Manager a clear work schedule for his or her staff, the time to observe how the process is operating and the opportunity to plan how major jobs can be done with the least impact on the process.
It must not be forgotten that the whole point of the machinery is to carry out a flow operation which achieves the operators’ goals. Constantly adjusting parameters or programmes because they can be, serves no purpose. The technology, be it the most advanced or the most basic, is there to serve the process, it must not become its master!
Without following those generally simple rules, the operator can never expect to achieve optimal results. It’s not about ego, nor is it magic: best practice keeps everything flowing and efficient.
For this reason, I believe it is important to have an independent agent such as Aprenco who understands all the parties’ needs and can effectively communicate with them. Someone who has the time and experience to stand back and look synoptically at the whole process. An objective view needs to be considered, discussed, understood, and acted upon if the stakeholders, especially the purchaser and the supplier are to achieve the stated objectives.
